Using MLFlow models
MLFlow is a platform that facilitates machine learning development through tracking experiments, packaging code into reproducible runs, and sharing and deploying models.
Datagrok predictive modeling supports models uploaded to the MLFlow Model Registry. Models are automatically fetched in the background and are inferenced in Docker containers on demand.
MLFlow Connection
MLFlow connection is used to fetch models from the MLFlow service.
To set up a connection:
- Navigate to Browse > Platform > Predictive Modeling > MLFlow.
- Create a new connection by clicking New Connection.
- Select MLFlow as Data Source.
- Set up the connection, using the URL of the MLFlow service (also known as the Tracking URI).
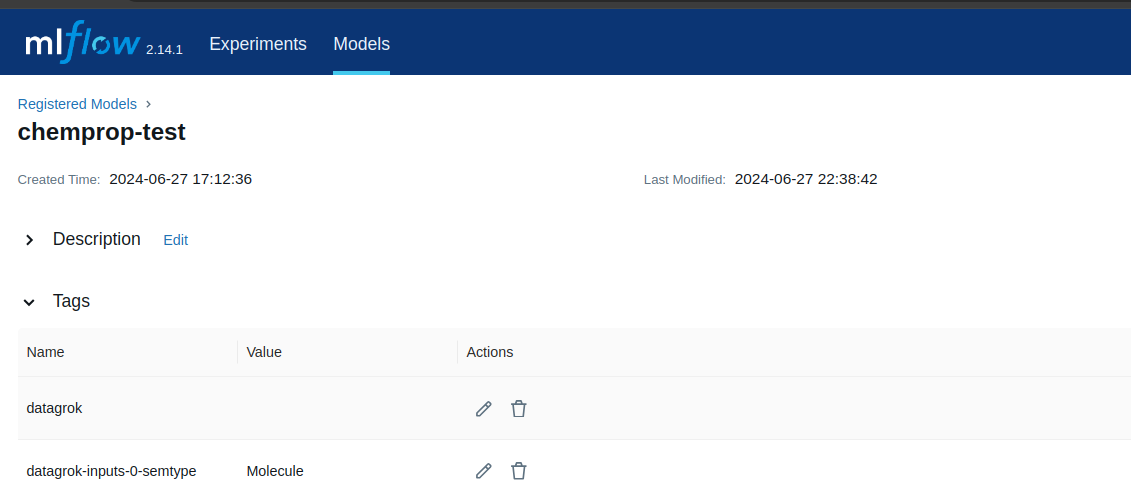
MLFlow Model Tags
The MLFlow connector fetches all models marked with the datagrok tag. This tag is mandatory to make the model fetchable by Datagrok.
For better integration of models into Datagrok, we recommend annotating model inputs using model tags. Model tags have the structure datagrok-PARAMETERS-INDEX-TYPE, where PARAMETERS is either inputs or outputs, INDEX is the index of the parameter in the model configuration using 0-based numeration, and TYPE is either name or semtype.
For example, the value of the tag datagrok-inputs-1-name specifies the name of the second model input parameter, and the value of the tag datagrok-outputs-0-semtype specifies the semtype of the model output.
Sometimes Datagrok can automatically detect parameter names, but this heavily depends on the MLFlow model type. You can check if parameter names are available in the MLFlow UI.
Sample MLFlow Model
MLFlow supports most of the popular tools for predictive modeling. The list is available here.
Here we present a sample Python code that uploads a custom Python model to MLFlow. We do not present model-specific code and assume it is encapsulated in the create_model function, which creates a model from model weights, and the predict() function, which takes features as input and returns predictions.
import mlflow.pyfunc
import pandas as pd
import numpy as np
import sys
from mlflow import MlflowClient
from mlflow.models import infer_signature
# MLFlow tracking server setup
mlflow.set_tracking_uri(TRACKING_URI)
experiment_name = "datagrok_experiment"
mlflow.set_experiment(experiment_name)
# Setup data
checkpoint_path = './model.bin'
context = mlflow.pyfunc.PythonModelContext({'weights': checkpoint_path}, None)
test_path = 'test_data.csv'
input_column = 'Molecule'
df = pd.read_csv(test_path)[[input_column]]
# Create model
model = Model()
# Use sample data to get a signature
model.load_context(context)
model_output = model.predict(context, df)
signature = infer_signature(df, model_output)
# Save the model using MLflow
model_path = "datagrok_model"
mlflow.pyfunc.save_model(path=model_path, python_model=model, artifacts=context.artifacts)
# Upload model to the server
# Add pip_requirements = ["package_name"] or pip_requirements = ["-r requirements.txt"] to add dependencies
mlflow.pyfunc.log_model(model_path, python_model=model, signature=signature, registered_model_name=model_path, artifacts=context.artifacts)
class Model(mlflow.pyfunc.PythonModel):
def load_context(self, context):
# Load model checkpoint and initialize featurizer
self.model = create_model(context.artifacts['weights'])
def predict(self, context, df):
# Convert pd.DataFrame to values
inputs = df[input_column].to_list()
predictions = self.model.predict(inputs)
return pd.DataFrame({'Predicted': predictions})
As MLFlow PythonModel uses DataFrames, input and output parameters are already named. So, adding tags datagrok-inputs-0-name = "Molecule" and datagrok-outputs-0-name = "Predicted" is not required, as they are fetched automatically from the model configuration provided by MLFlow.
See also: